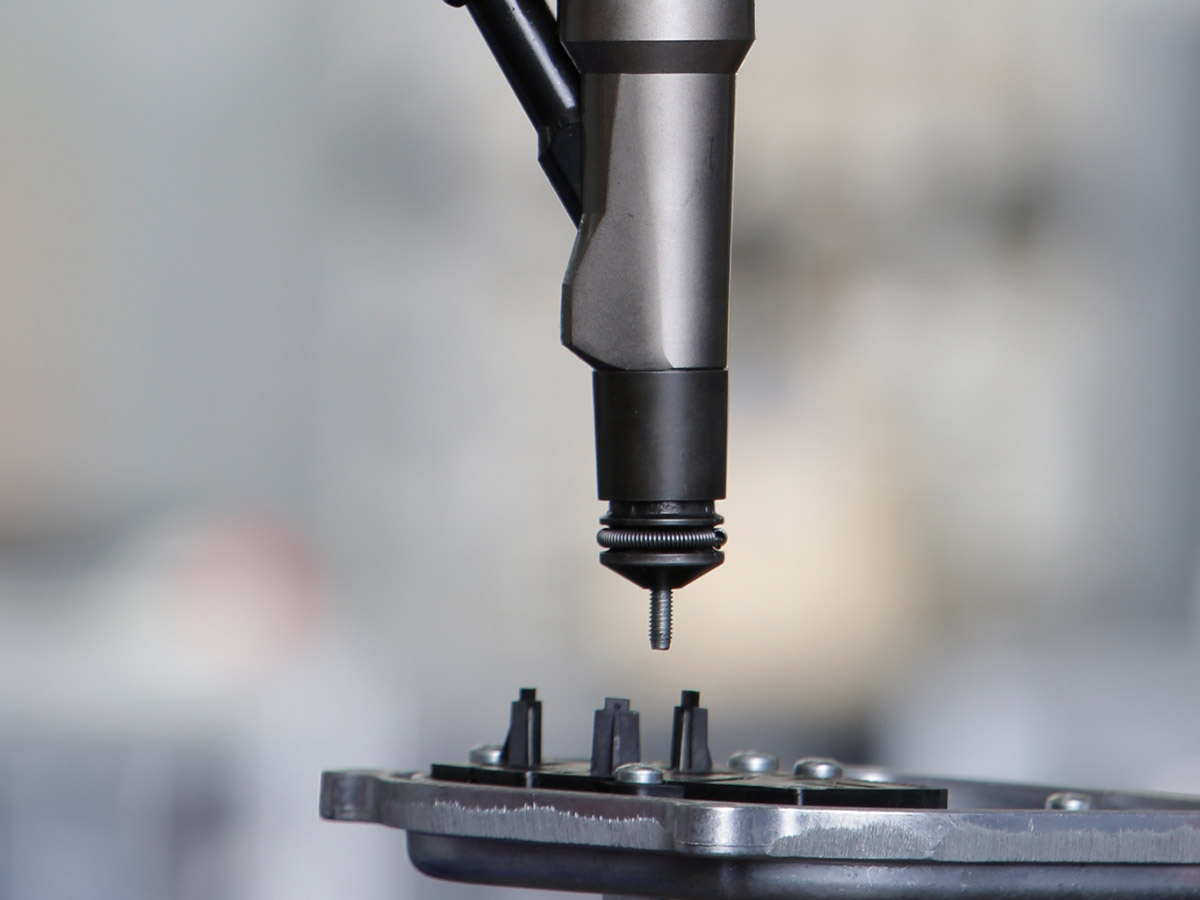
Moderní šroubovací technika se používá v elektrotechnickém, dřevozpracujícím a v leteckém průmyslu, jakož i v sektoru elektromobility, strojírenství, v telekomunikaci a u domácích spotřebičů a lékařských přístrojů. Oblast automobilového průmyslu a výroby karoserií je největší oblast použití pro firmu WEBER.
https://www.weber-online.com/schraubtechnik-fuer-automotive-und-karosseriebau/
Při výrobě karoserií v automobilovém průmyslu jsou hlavním hlediskem maximální bezpečnost a trvalé spojení, respektive řešení jednotlivých dílů. Zde je poptávána šroubovací technika od profesionálů, neboť požadavky na materiál jsou vysoké. Potřebné spojovací prvky by měly být lehké, pevné a kromě toho i cenově úsporné. Dříve to v této oblasti znamenalo: Svařování. Moderní je ovšem něco jiného. Proces automatizované šroubovací techniky je v současné době pojímán profesionálně – jako vysoce flexibilní, velmi bezpečný a s chybovou kvótou, usilující o hodnotu nula. Kromě toho lze tyto produkty na konci životnosti snáze demontovat a recyklovat. Jak to celé funguje? Náš rádce poskytne vysvětlení.