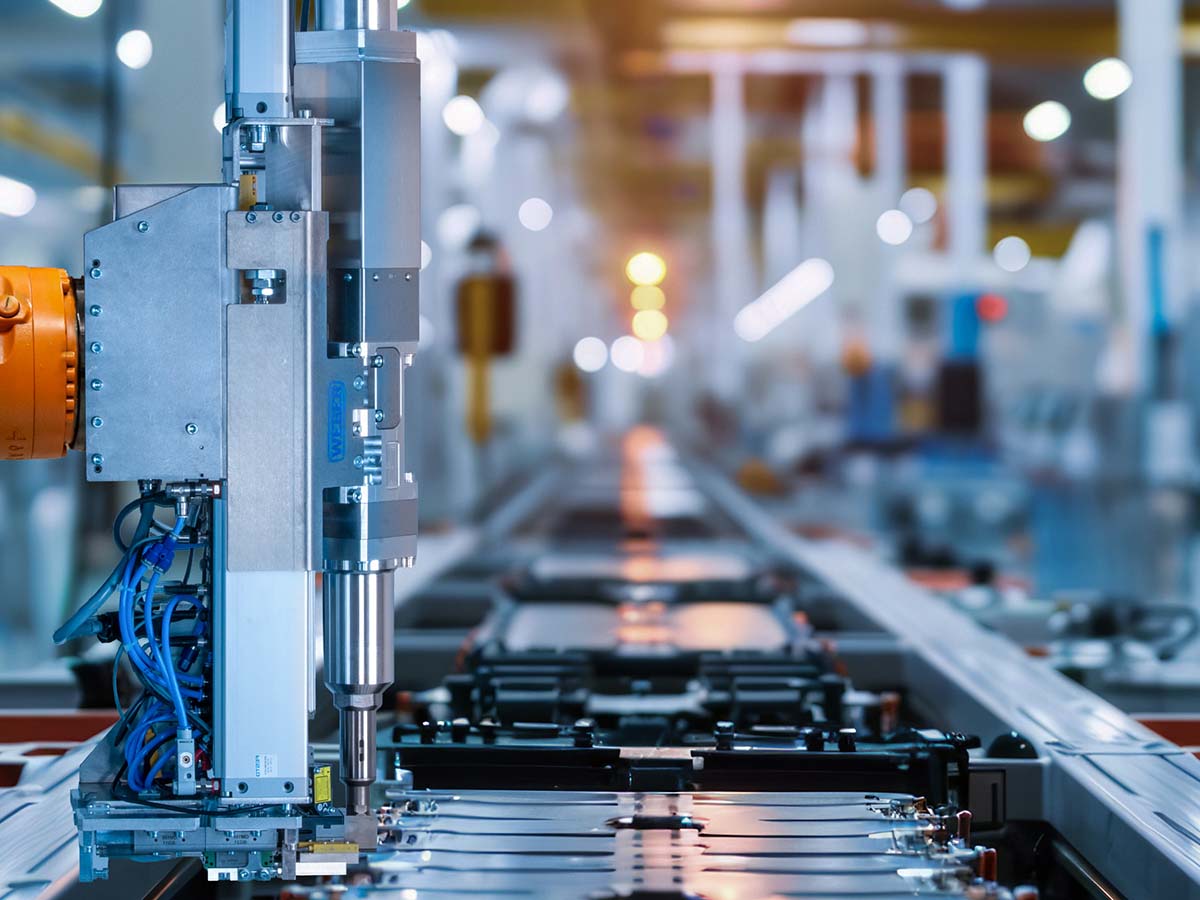
Modern screwdriving systems are used in the electrical, timber and aviation industries as well as in the e-mobility sector, in mechanical engineering, telecommunications and in household appliances and medical devices. The automotive industry and car body construction are the largest area of application for WEBER.
https://www.weber-online.com/schraubtechnik-fuer-automotive-und-karosseriebau/
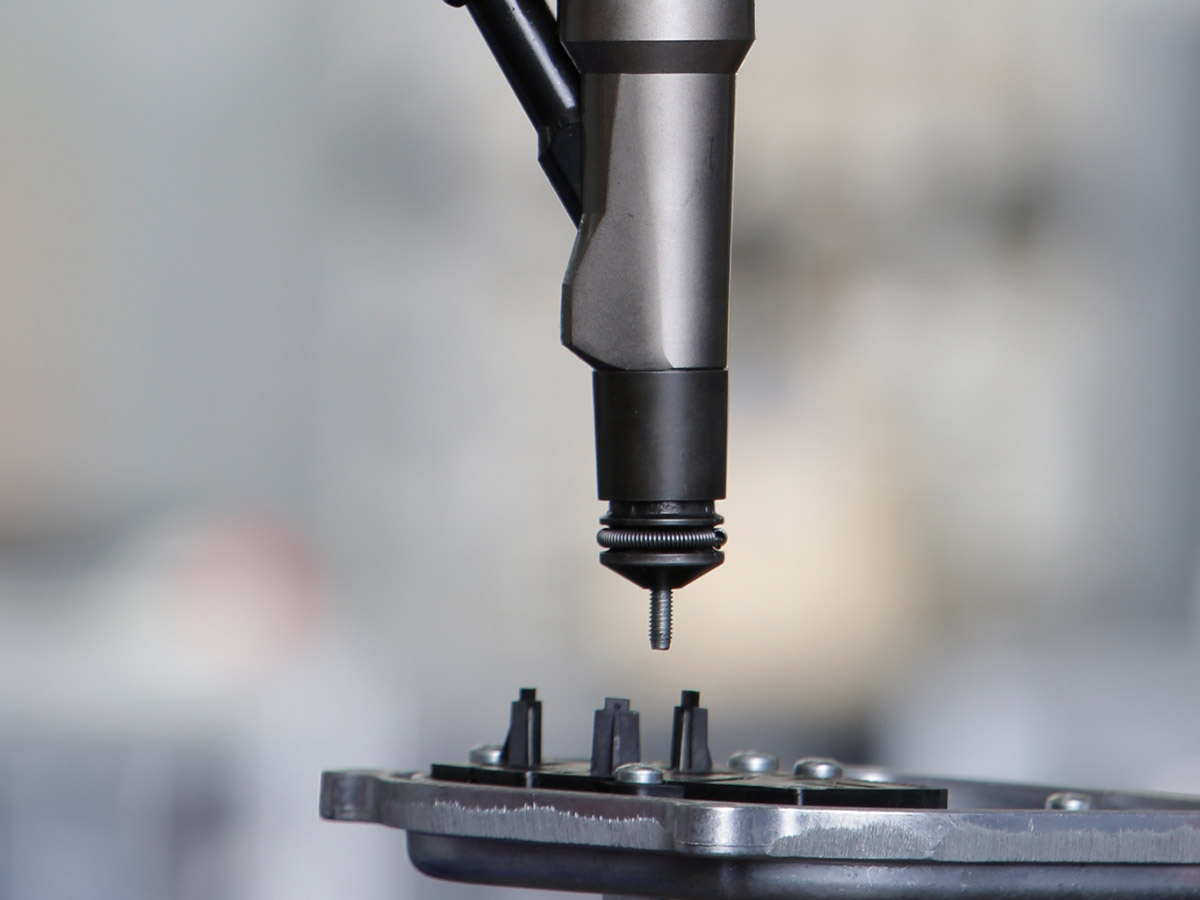
Maximum reliability and permanent connections or detachable individual parts are key elements in the manufacturing of car bodies. This requires screwdriving systems from professionals, because the materials requirements are high. The required fasteners have to be lightweight, strong and cost saving. This used to mean: welding. Modern production is different, though. Professionals today use automated screwdriving systems – highly flexible, very reliable and with an error rate that moves towards zero. In addition, the products are easier to dismantle and recycle at the end of their life cycle. How does it all work? Our guide offers insights.