La pose d’écrous à sertir en aveugle consiste à réaliser des filetages simples d’un seul côté dans un objet à paroi mince. Les formes utilisées sont des écrous ronds ou hexagonaux. Contrairement au terme général de « rivetage aveugle », qui consiste à réaliser des assemblages non démontables, la “pose d’écrous à sertir en aveugle » consiste à préparer un assemblage vissé démontable.
La technologie WEBER
Ce que vous devriez savoir sur la pose d’écrous borgnes
Ce qu’il faut entendre par pose d’écrous borgnes
Domaine d’application de la pose d’écrous borgnes
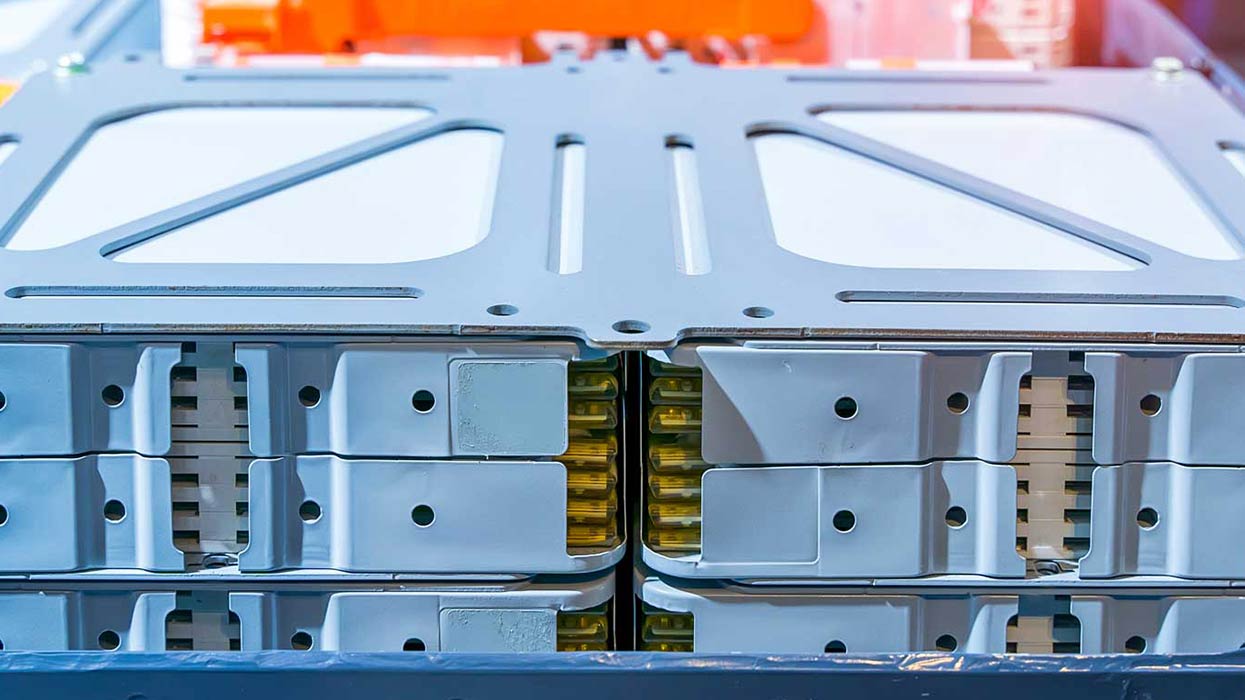
La pose d’écrous à sertir en aveugle s’effectue principalement dans l ‘industrie automobile. Dans la construction de carrosseries, mais aussi dans la fabrication de batteries, des matériaux à parois minces sont utilisés dans la structure du cadre afin de garantir une grande stabilité pour un faible poids. L’accessibilité d’un côté nécessite l’utilisation d’écrous à sertir en aveugle afin de pouvoir réaliser des filetages résistants dans ces constructions. L’écrou à sertir en aveugle crée ainsi les conditions nécessaires à la réalisation d’assemblages démontables dans le domaine de l’e-mobilité.
Les écrous borgnes sont posés en 4 phases.
Déroulement lors de la pose d’écrous borgnes
Phase 1: Enfilage et positionnement de l’écrou borgnes
Tout d’abord, les écrous à rivets aveugles sont introduits en vrac dans un système d’alimentation. Ensuite, tous les écrous sont séparés individuellement. Maintenant, chaque écrou est soufflé un par un à travers un tuyau vers le système de pose. Lorsqu’il arrive au système de pose, il est serré dans un petit dispositif et est prêt pour l’étape suivante du processus.
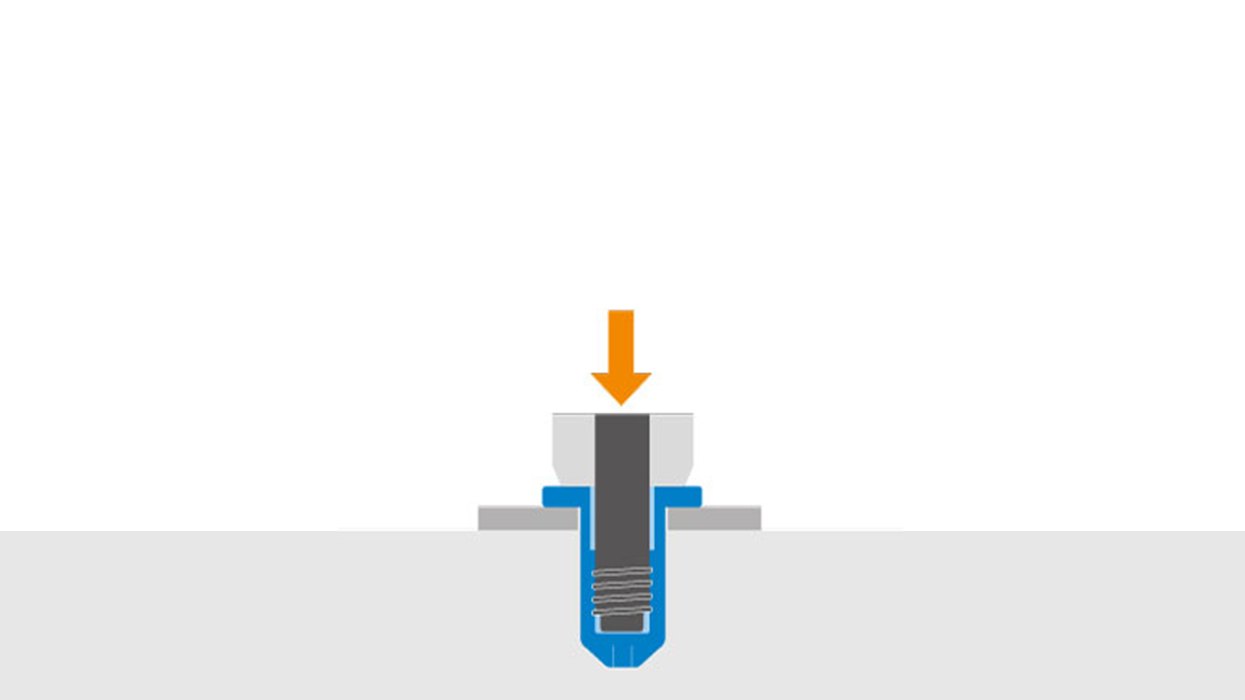
Phase 2 : Distribution dans la pièce à assembler
Lors de l’enfilage de l’écrou, nous détectons les écrous endommagés au niveau du filetage et pouvons les écarter. Avant l’insertion dans la pièce, l’angle de rotation des écrous hexagonaux est aligné avec le trou pré-percé à l’aide d’un système laser. Alors que le positionnement des écrous ronds n’est pas crucial, les écrous hexagonaux doivent être précisément alignés. L’écrou correspondant est alors « positionné » dans le trou pré-percé.
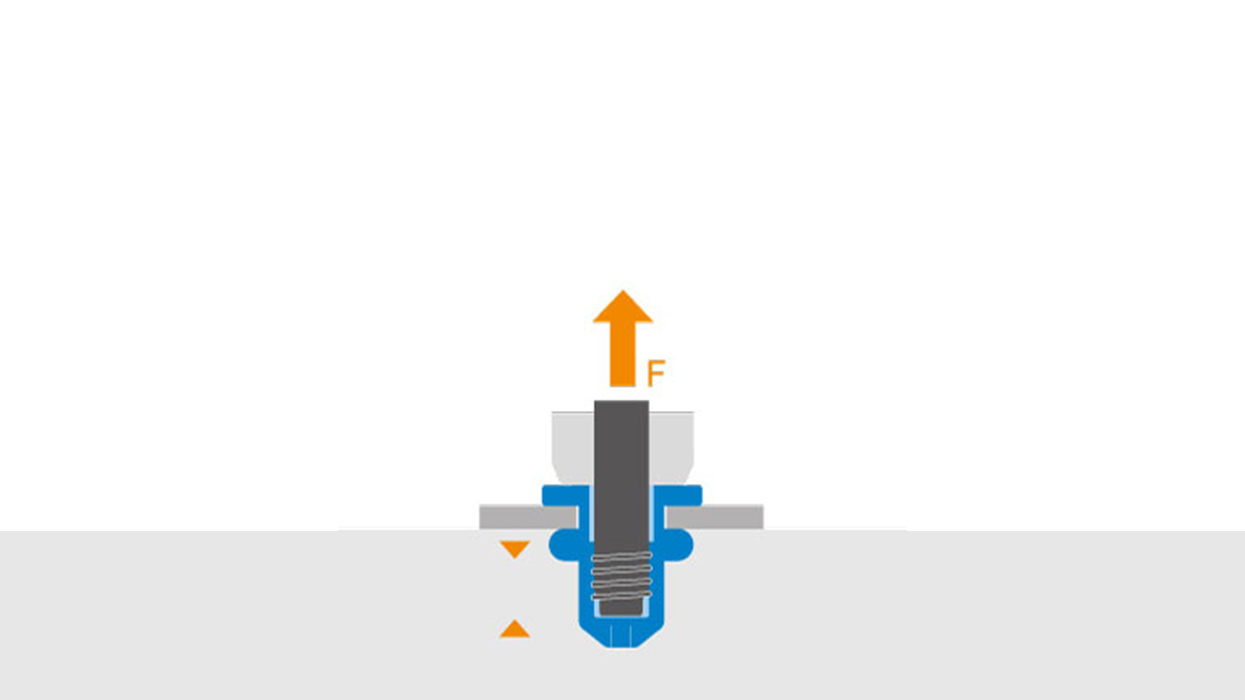
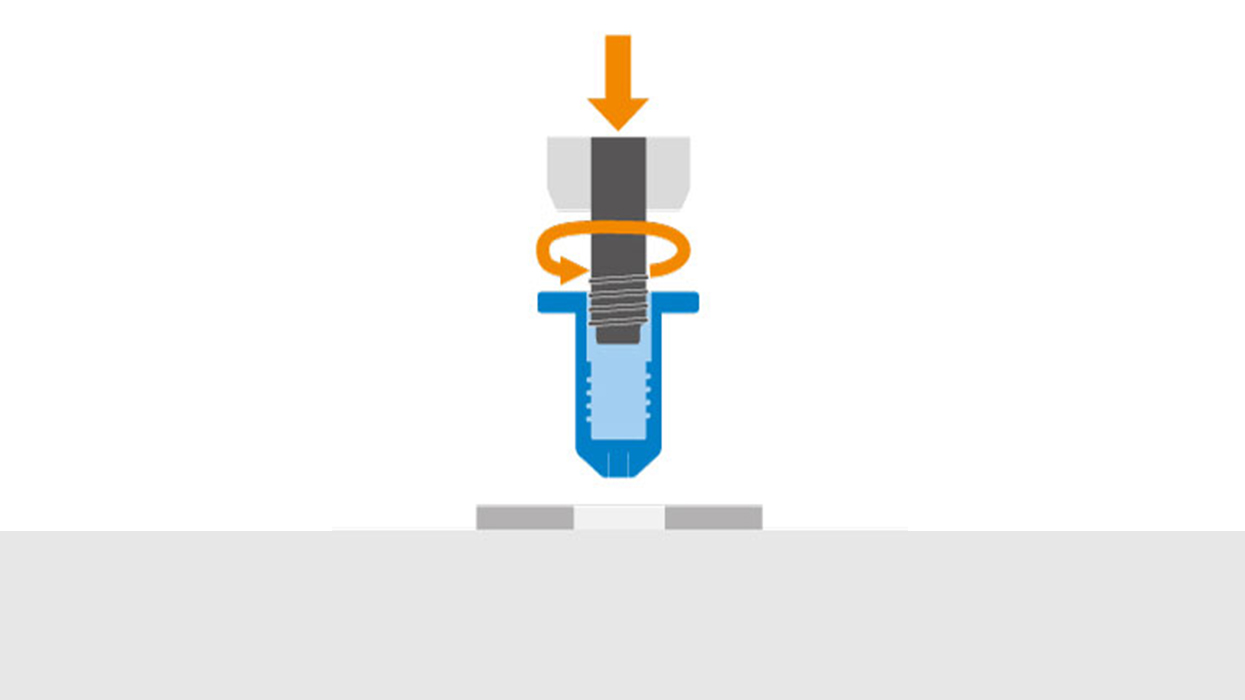
Phase 3 : Retrait du mandrin taraudé et déformation de l’écrou borgnes
Dans la troisième phase, l’écrou à rivet aveugle est déformé. Pour ce faire, le mandrin fileté est rétracté sans rotation jusqu’à une position prédéfinie. Cela permet de serrer l’écrou, qui se déforme en conséquence et forme une « bourrelet » qui entoure le bord du trou pré-percé. Chez WEBER, la qualité est surveillée de manière fiable, avec à la fois la distance parcourue et la force appliquée continuellement contrôlées et enregistrées. Seules des plages prédéfinies sont autorisées.
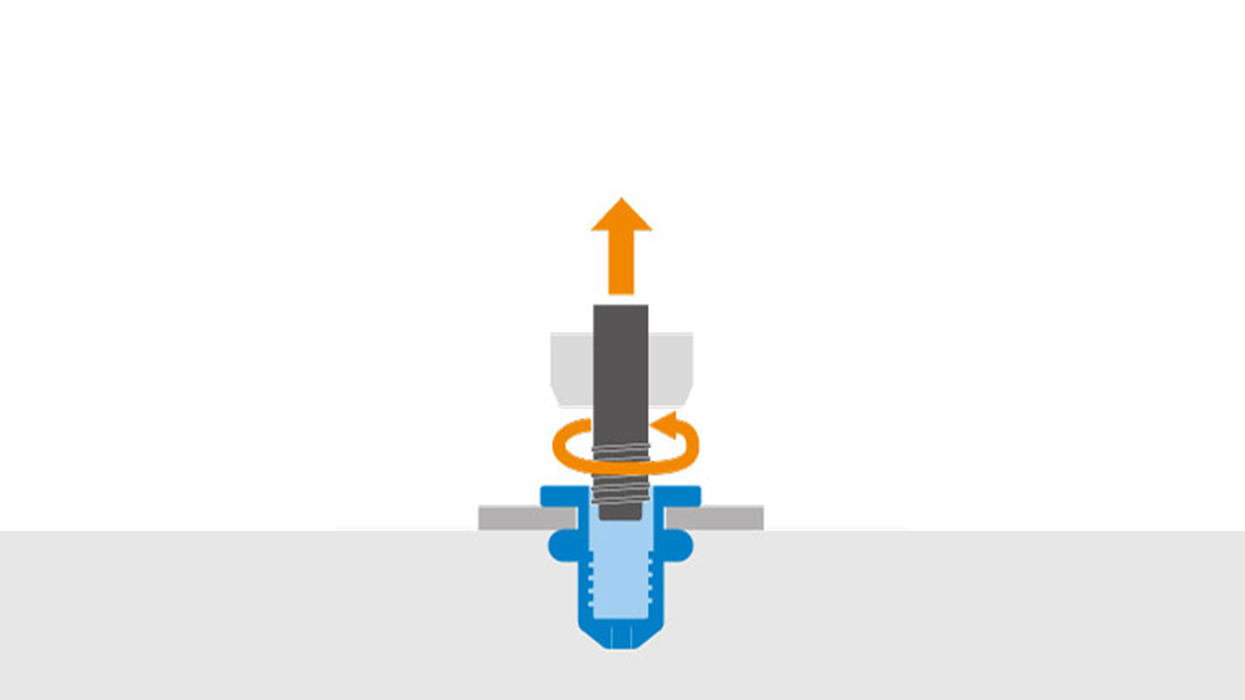
Phase 4 : Dévissage du mandrin taraudé
Pour finir, le mandrin taraude est dévissé. Le processus peut recommencer du début. Pendant l’opération de pose, il est déjà possible d’amener les écrous borgnes suivants.
Particularité de la technologie de distribution WEBER pour la pose d’écrous borgnes
La particularité de la technologie d’alimentation WEBER lors de la pose d’écrous à rivet aveugle réside dans la haute capacité de production et les temps de cycle rapides. Grâce à notre processus parfaitement automatisé, la tête de pose fonctionne en continu tandis que le prochain écrou à rivet aveugle est introduit. L’avantage de la technologie de pose WEBER par rapport aux autres systèmes réside dans l’alignement précis. Grâce à une définition préalable extrêmement précise, le système de pose connaît la position exacte de l’écrou à rivet aveugle et n’a pas besoin de « chercher » le trou pré-percé. De plus, l’unité de pose WEBER fonctionne avec des mécanismes de surveillance précis. Nous contrôlons les dommages des filetages dès le processus de pose, ce qui nous permet de prévenir les erreurs de manière proactive, que d’autres systèmes ne détectent qu’à posteriori. Ainsi, nous pouvons écarter les éléments défectueux automatiquement avant même qu’ils ne soient posés.
Montage de l’unité de pose WEBER
Vous êtes actuellement en train de consulter le contenu d’un espace réservé de YouTube. Pour accéder au contenu réel, cliquez sur le bouton ci-dessous. Veuillez noter que ce faisant, des données seront partagées avec des providers tiers.
Plus d’informationsInformez-vous dès maintenant sur la structure de l’unité de pose WEBER dans le domaine d’application de l’e-mobilité.
Contactez notre expert.
Ingo Untch
Gestionnaire de produits
Outre la technique de commande et d’entraînement, M. Untch est également responsable de tous les systèmes de pose WEBER au sein de la gestion des produits. En font partie, outre les unités d’insertion et d’emmanchement, le système de pose d’écrous à sertir SBM. Grâce à sa longue activité de développeur de systèmes mécatroniques et de responsable de la gestion de la qualité, il peut s’appuyer sur une vaste expérience qui lui permet de gérer ces produits avec compétence.
Questions et réponses sur la pose de rivets borgnes
À quelle particularité de WEBER faut-il faire attention lors de la pose des écrous hexagonaux ?
Alors que d’autres fournisseurs tournent les écrous dans leur système jusqu’à ce qu’ils soient vissés dans le trou préconçu, WEBER est réputé pour sa précision de posage. Nous définissons au préalable la position exacte du trou et nous positionnons ainsi correctement les écrous aveugles. Une « recherche » préalable du système n’est pas nécessaire.
À quoi ressemble le dispositif de posage lors de la pose d’écrous aveugles ?
Nous posons les écrous aveugles dans n’importe quelle direction : horizontale ou verticale (montage possible sur un robot). Le réglage est réalisé en amont..
Quelles forces sont appliquées lors de la pose de rivets borgnes ?
La force qui doit être appliquée pour former le « bourrelet » lors de la pose de rivets borgnes peut aller jusqu’à 25 kN (= force de déformation).
Quels écrous aveugles sont employés en règle générale ?
Des écrous aveugles combinables avec le système WEBER ont en général les paramètres suivants.
Dimensions : M4 à M10
Diamètre de la tête : jusqu’à 20 mm
Longueur : jusqu’à 30 mm
Matériau : acier inoxydable, acier, aluminium
Forme : ronde et hexagonale
Chez WEBER, nous travaillons bien évidemment aussi sur demande avec des modèles spéciaux.
Quelle est la différence entre un écrou rond et un écrou hexagonal ?
La différence entre un écrou rond et un écrou hexagonal est la forme et la fonction. Les écrous aveugles avec une tige hexagonale assurent une plus grande sécurité car ils résistent à un moment plus élevé du couple.
À quoi ressemble le montage lors de la pose d’écrous aveugles ?
L’unité de posage fonctionne soit via un robot, soit sur des portiques, soit fixement.
Temps du cycle. Combien de temps cela dure-t-il ?
Le temps de cycle dépend principalement de la taille et de la forme de l’écrou à rivets aveugles, ainsi que de la longueur du filetage.
Avec l’unité de pose pour écrous à rivets aveugles de WEBER, des temps de cycle aussi courts que 6 secondes peuvent être réalisés de manière fiable.
WEBER Assemblages Automatiques
WEBER Assemblages Automatiques fabricant de visseuse industrielle pneumatique distribution, bol vibrant et plateau tournant propose des visseuses portatives avec motorisation électrique ou pneumatique avec distributeur de vis automatique, distribution automatique ou programmable. WEBER Assemblages Automatiques est spécialiste du vissage portatif à distribution automatique, du vissage stationnaire, vissage robot, vissage automatique, vissage pneumatique, vissage automatique électrique, et des visseuses à distribution automatique pneumatiques ou électriques et des visseuses industrielles.