L’impostazione di dadi a rivetto cieco significa inserire filettature semplici in un oggetto a pareti sottili su un lato. Le forme sono dadi rotondi o esagonali. In contrasto con il termine generale “rivettatura cieca”, in cui si producono connessioni non staccabili, l’”incastonatura di dadi a rivetto cieco ” comporta la preparazione di una connessione a vite staccabile.
Tecnologia WEBER
Cose da sapere sulla rivettatura
Che cosa si intende per rivettatura?
Campi di applicazione dei rivetti filettati
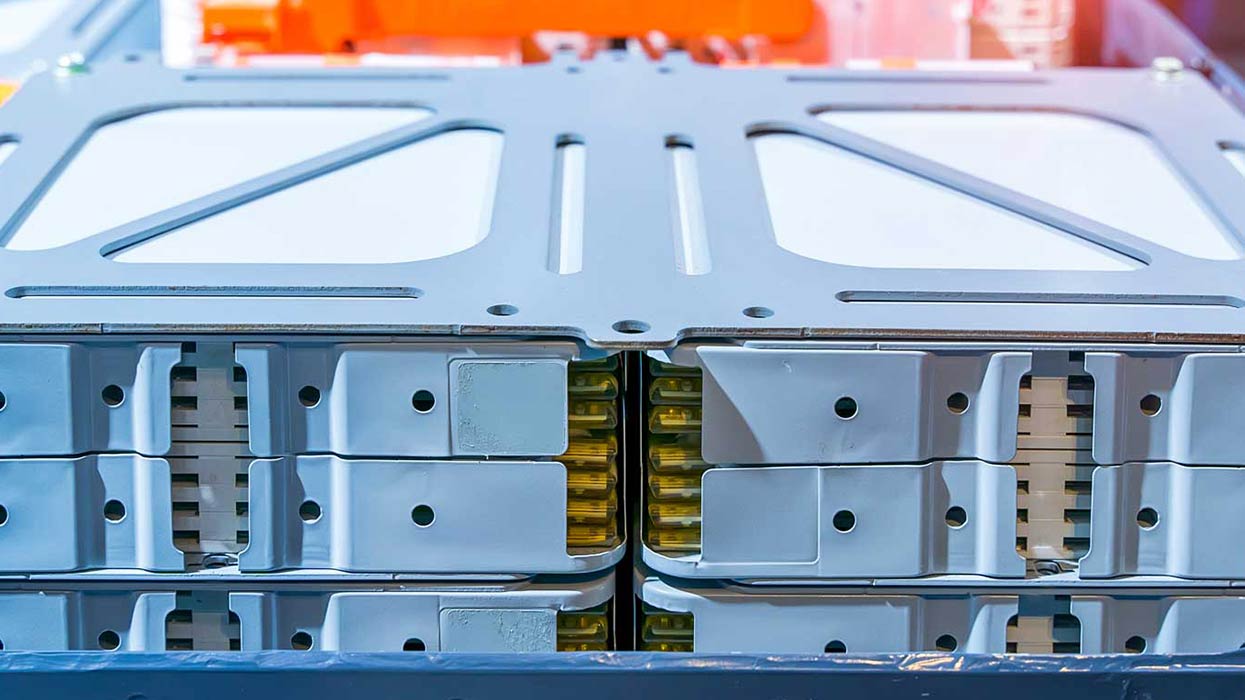
I dadi per rivetti ciechi sono utilizzati principalmente nell’industria automobilistica. Qui, i materiali a parete sottile sono utilizzati nelle strutture dei telai nella costruzione delle carrozzerie, ma anche nella produzione di batterie, al fine di garantire un’elevata stabilità con un peso ridotto. L’accessibilità su un solo lato richiede l’uso di dadi per rivetti ciechi per creare filettature portanti in queste strutture. Il dado a rivetto cieco crea quindi il prerequisito per le connessioni staccabili nella mobilità elettrica.
L’inserimento dei rivetti filettati prevede 4 fasi:
Come funziona la rivettatura
Fase 1: filettatura e posizionamento del rivetto filettato
Innanzitutto, i dadi a rivetto cieco vengono introdotti come materiale sfuso in un sistema di alimentazione. Successivamente, tutti i dadi vengono separati. Ora ogni dado viene soffiato singolarmente attraverso un tubo nel sistema di inserimento. Quando arriva al sistema di inserimento, viene bloccato in un piccolo dispositivo ed è pronto per la fase successiva del processo.
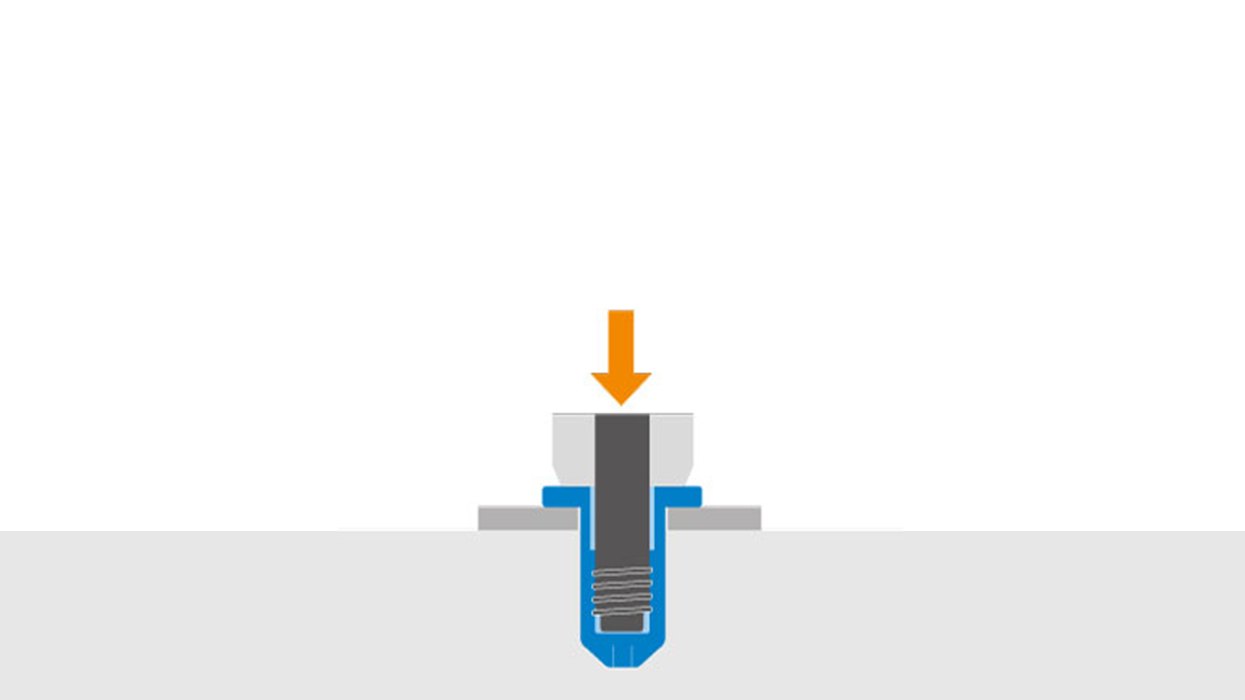
Fase 2: inserimento nel pezzo
Durante l’infilatura del dado, riconosciamo eventuali dadi danneggiati sul filetto e possiamo espellerli. Prima di inserire il dado nel pezzo, per i dadi esagonali viene allineato l’angolo di rotazione rispetto al foro di pre-foratura utilizzando un sistema laser. Mentre il posizionamento per i dadi rotondi non è rilevante, i dadi esagonali devono essere allineati con precisione. A questo punto, il dado viene “posizionato” nel foro di pre-foratura.
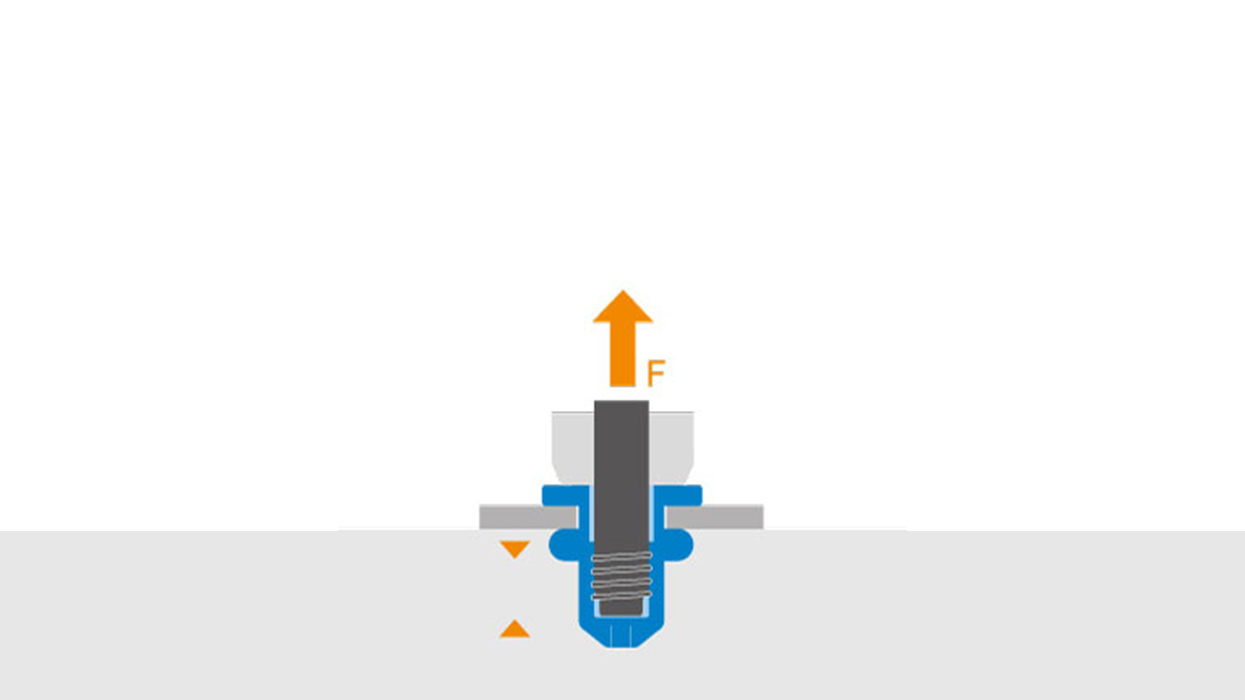
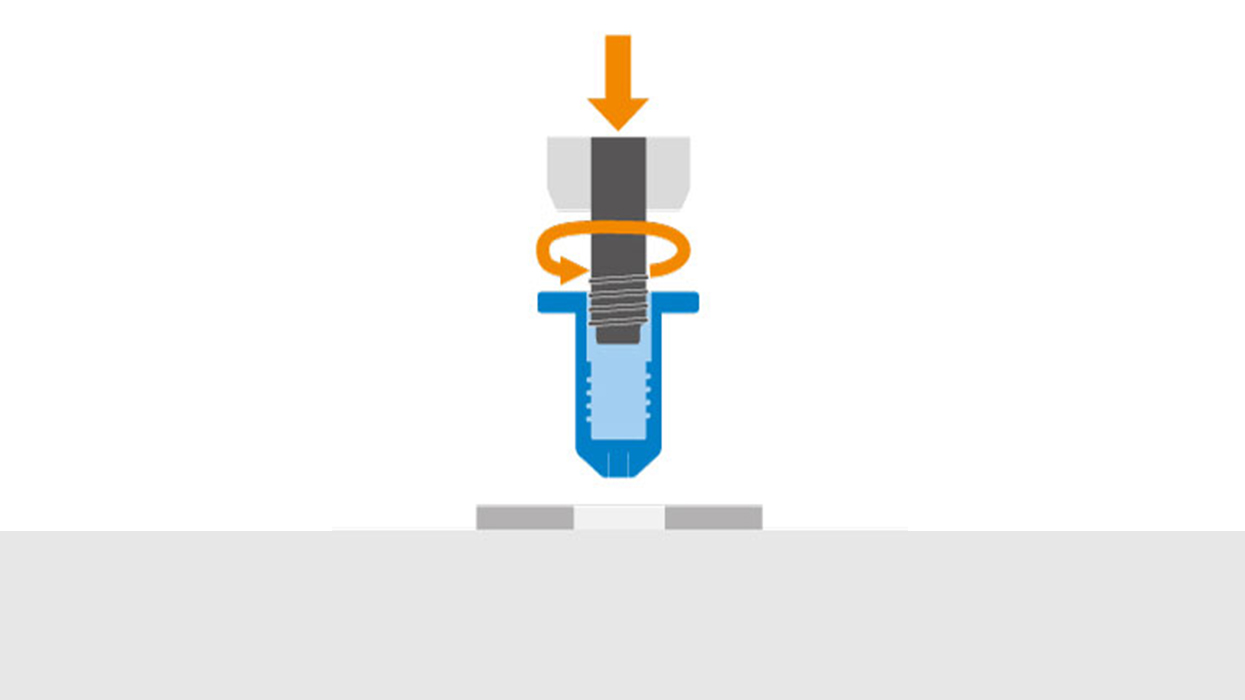
Fase 3: retrazione del perno filettato e deformazione del rivetto
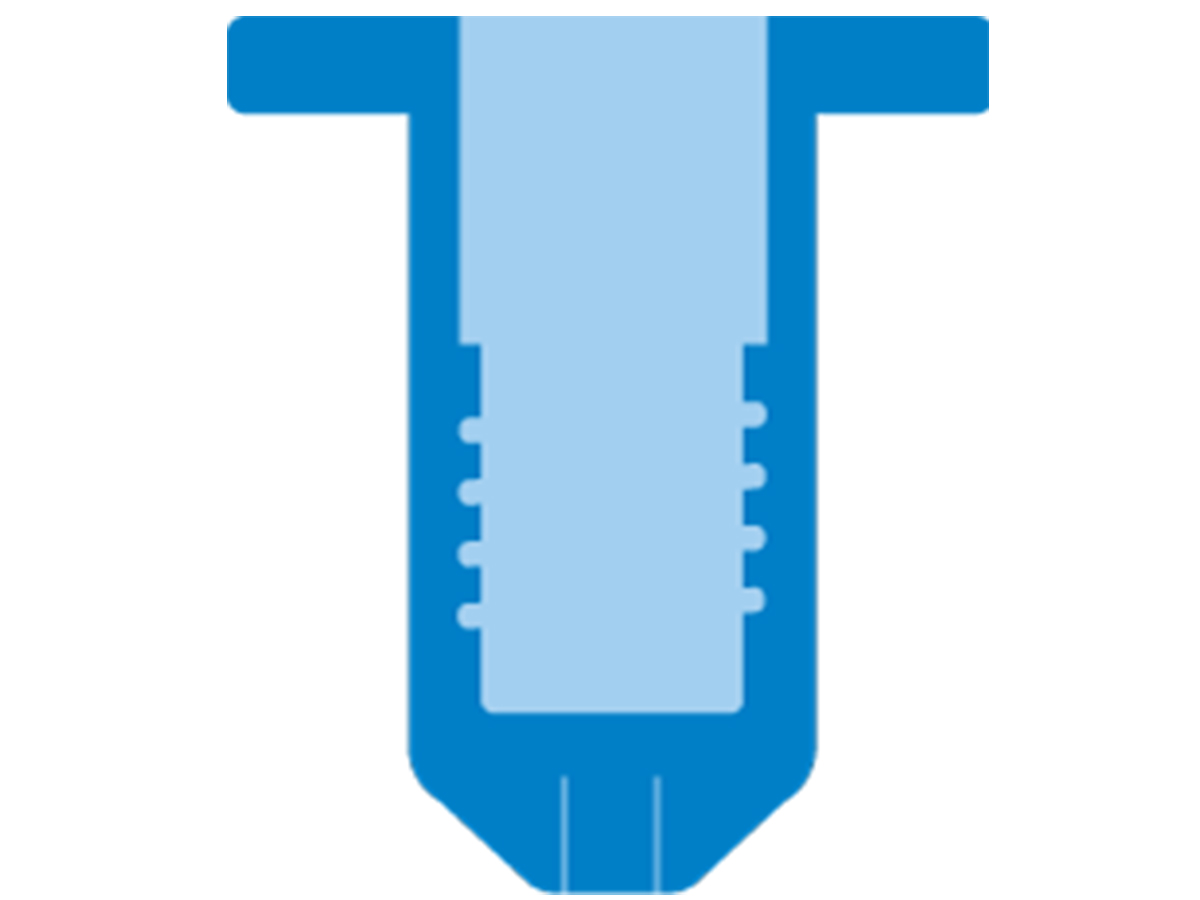
Nella terza fase, il dado a rivetto cieco viene deformato. A tale scopo, il mandrino filettato viene ritirato in una posizione predefinita senza rotazione. In questo modo, il dado viene serrato, si deforma di conseguenza e forma una cosiddetta “bava”, che circonda il bordo del foro di pre-foratura. La qualità viene monitorata in modo affidabile da WEBER, controllando e registrando continuamente sia la distanza percorsa che la forza applicata. Sono consentiti solo intervalli predefiniti.
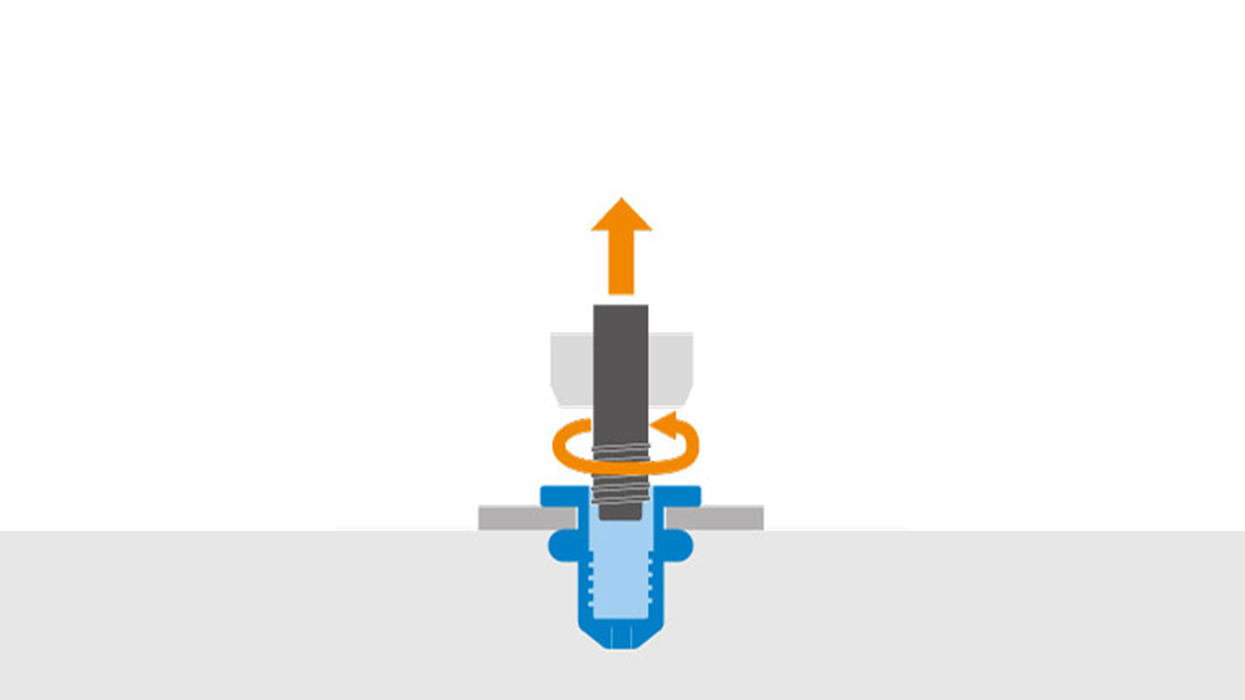
Fase 4: svitatura per rimozione del perno filettato
Infine, il perno filettato viene rimosso per svitatura e il processo può ricominciare. Il rivetto successivo può essere alimentato già durante il processo di inserimento, in tempo mascherato.
Vantaggi del sistema di alimentazione WEBER per rivetti ciechi filettati
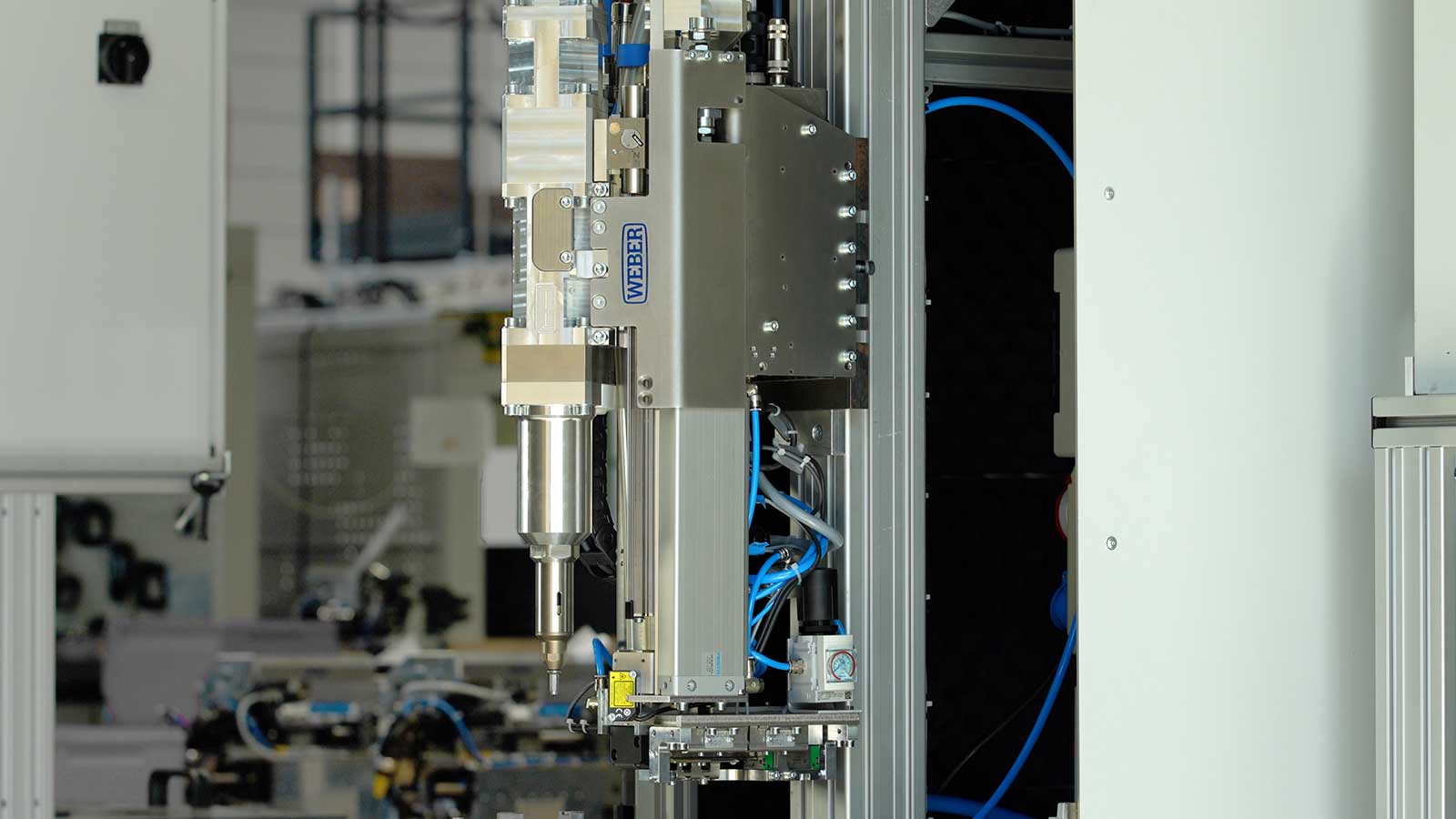
La particolarità della tecnologia di alimentazione WEBER per il montaggio dei dadi a rivetto cieco risiede nell’elevata produttività e nei rapidi tempi di ciclo. Grazie al nostro processo perfettamente automatizzato, la testa di montaggio lavora in modo continuo mentre arriva il successivo dado a rivetto cieco. Il vantaggio della tecnologia di montaggio WEBER rispetto ad altri sistemi risiede nel preciso allineamento. Attraverso una definizione preliminare estremamente accurata, il sistema di montaggio conosce la posizione corretta del dado a rivetto cieco e non deve “cercare” il foro preforato. Inoltre, l’unità di montaggio WEBER funziona con meccanismi di monitoraggio precisi. Controlliamo i danni ai filetti già durante il montaggio. In questo modo, evitiamo in modo proattivo errori che in altri sistemi si manifestano solo in un secondo momento, ed espelliamo automaticamente gli elementi difettosi prima ancora della fase di montaggio.
Struttura del sistema di inserimento WEBER
Stai visualizzando un contenuto segnaposto da YouTube. Per accedere al contenuto effettivo, clicca sul pulsante sottostante. Si prega di notare che in questo modo si condividono i dati con provider di terze parti.
Ulteriori informazioniScopri ora il design del sistema di inserimento WEBER nel campo di applicazione della mobilità elettrica.
Contatta il nostro esperto
Ingo Untch
Produktmanagement
Oltre alla tecnologia di controllo e di azionamento, il sig. Untch è anche responsabile di tutti i sistemi di fissaggio WEBER nella gestione dei prodotti. Oltre alle unità di inserimento e di pressatura, questo include anche il sistema di incastonatura SBM per dadi a rivetto cieco. Grazie alla sua pluriennale esperienza come sviluppatore di sistemi meccatronici e rappresentante della gestione della qualità, può attingere a un bagaglio di esperienze che gli consente di fornire un supporto competente per questi prodotti.
Domande frequenti sulla rivettatura
In che cosa si distingue WEBER per quanto riguarda la rivettatura di dadi esagonali?
Mentre i sistemi concorrenti ruotano il dado fino al suo inserimento nel preforo, WEBER garantisce un inserimento preciso del dado. Definiamo con precisione la posizione del foro in anticipo, posizionando correttamente così il dado cieco. Non è necessario cercare preventivamente il sistema.
Qual è la direzione di inserimento dei rivetti filettati?
I rivetti ciechi filettati possono essere inseriti in qualsiasi direzione: in orizzontale o in verticale (possono essere montati anche su robot). L’impostazione della direzione è predefinita.
Quali forze vengono generate durante l’inserimento dei dadi per rivetti ciechi?
La forza che deve essere applicata per formare la cosiddetta controtesta può raggiungere i 25kN (= forza di deformazione).
Quali dadi per rivetti ciechi possono essere inseriti di normai?
Il sistema WEBER è in grado di processare dadi per rivetti ciechi con i seguenti parametri.
Dimensioni: da M4 a M10
Diametro della testa: fino a 20mm
Lunghezza: fino a 30mm
Materiale: acciaio inox, acciaio, alluminio
Forma: tonda ed esagonale
WEBER realizza sistemi per formati speciali su richiesta.
Qual è la differenza tra rivetto a testa tonda o esagonale?
Questi due tipi di rivetto si differenziano per forma e funzione. I rivetti esagonali offrono una maggiore sicurezza in quanto su di essi può essere applicata una coppia maggiore.
Come funziona il processo di inserimento dei dadi per rivetti ciechi?
L’unità di inserimento funziona tramite un robot, fisso o su supporti.
Quanto dura il ciclo?
Il tempo di ciclo dipende principalmente dalla dimensione e dalla forma della dado rivettata cieca, così come dalla lunghezza del filetto.
Con l’unità di posizionamento per dadi rivettati ciechi di WEBER, è possibile ottenere tempi di ciclo anche brevi come 6 secondi in modo affidabile.
WEBER Automazione Italia s.r.l
WEBER Schraubautomaten GmbH è un’innovativa azienda a conduzione familiare che attribuisce grande valore alla creazione di una catena del valore sostenibile. Il risultato sono prodotti di alta qualità altamente sicuri, che rendono efficienti i processi di produzione. Il vostro successo è il nostro successo.