Zakładanie nitonakrętek oznacza wprowadzanie prostych gwintów do cienkościennego przedmiotu z jednej strony. Są to nakrętki okrągłe lub sześciokątne. W przeciwieństwie do ogólnego terminu „nitowanie zrywalne”, w którym wytwarzane są nierozłączne połączenia, “osadzanie nitonakrętek ” polega na przygotowaniu rozłącznego połączenia śrubowego.
Technologia WEBER
Co należy wiedzieć o osadzaniu nitonakrętek
Co należy rozumieć pod pojęciem osadzania nitonakrętek
W tych obszarach stosuje się osadzanie nitonakrętek
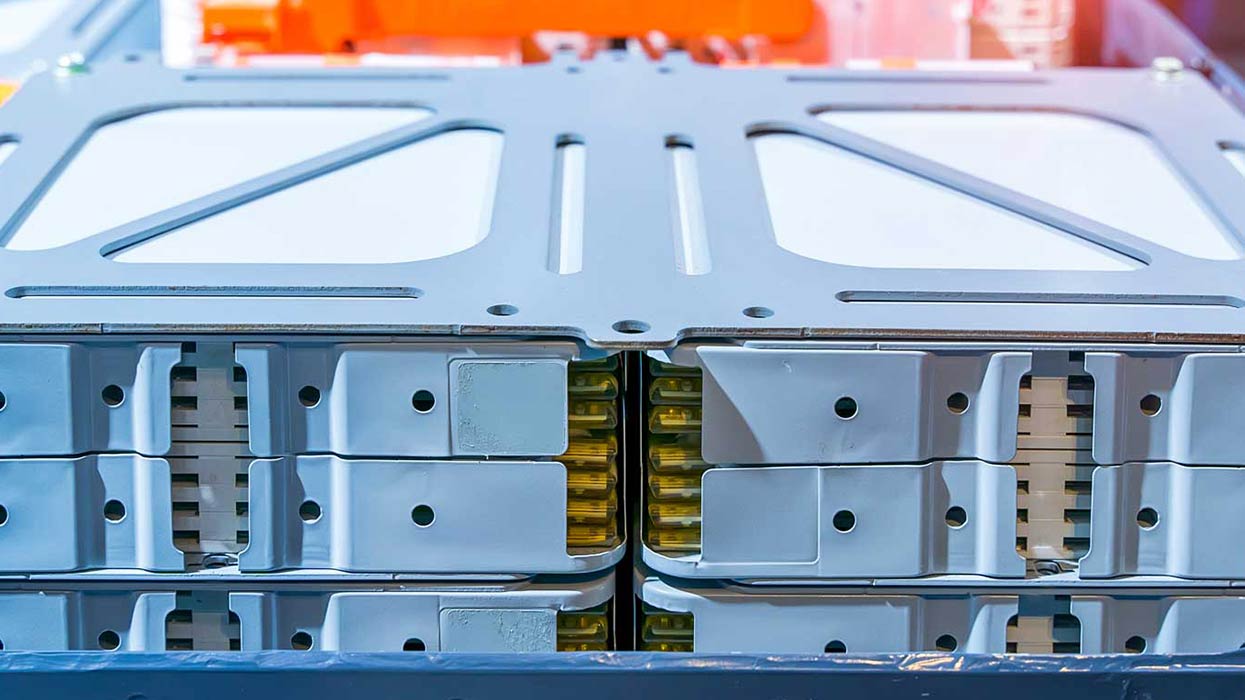
Nitonakrętki są stosowane głównie w przemyśle motoryzacyjnym. Cienkościenne materiały są tam wykorzystywane w konstrukcjach ramowych w budowie karoserii samochodowych, ale także w produkcji akumulatorów, w celu zapewnienia wysokiej stabilności przy niskiej wadze. Jednostronna dostępność wymaga użycia nitonakrętek, aby w tych konstrukcjach można było utworzyć gwinty przenoszące obciążenia. Nitonakrętki stanowią zatem warunek wstępny dla rozłączalnych połączeń w e-mobilności.
Nitonakrętki osadza się w 4 etapach.
Przebieg osadzania nitonakrętek
Etap 1: Nawleczenie i wypozycjonowanie nitonakrętki
Najpierw nakrętki nitowe są wrzucane luzem do systemu podawania. Następnie wszystkie nakrętki nitowe są rozdzielane. Teraz każda nakrętka jest pojedynczo dmuchana przez rurkę do systemu montażu. Gdy dotrze do systemu montażu, zostaje zablokowana w małym urządzeniu i jest gotowa do następnego etapu procesu.
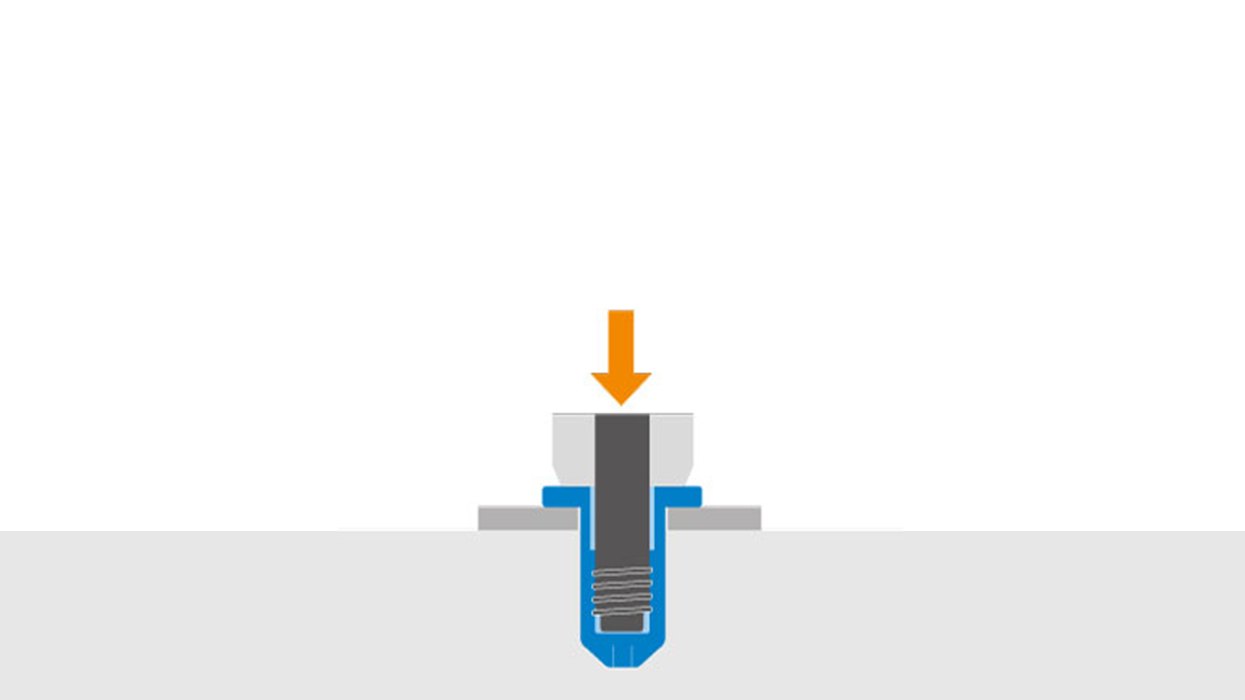
Etap 2: Wprowadzenie do elementu konstrukcyjnego
Podczas nawlekania nakrętki rozpoznajemy uszkodzone nakrętki na gwincie i możemy je wykluczyć. Przed wprowadzeniem do elementu, w przypadku nakrętek sześciokątnych, następuje wyrównanie kąta obrotu względem otworu za pomocą systemu laserowego. Podczas gdy pozycjonowanie nakrętek okrągłych nie ma większego znaczenia, nakrętki sześciokątne muszą być dokładnie ustawione. Następnie dana nakrętka jest „pozycjonowana” w otworze.
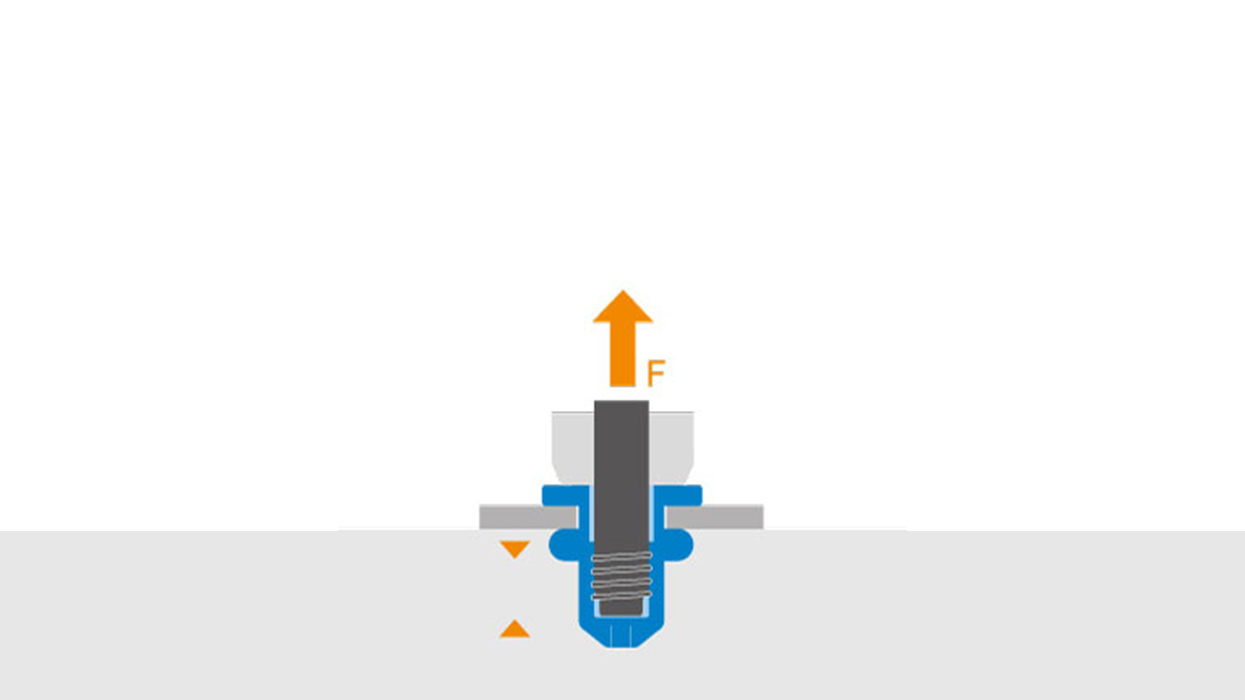
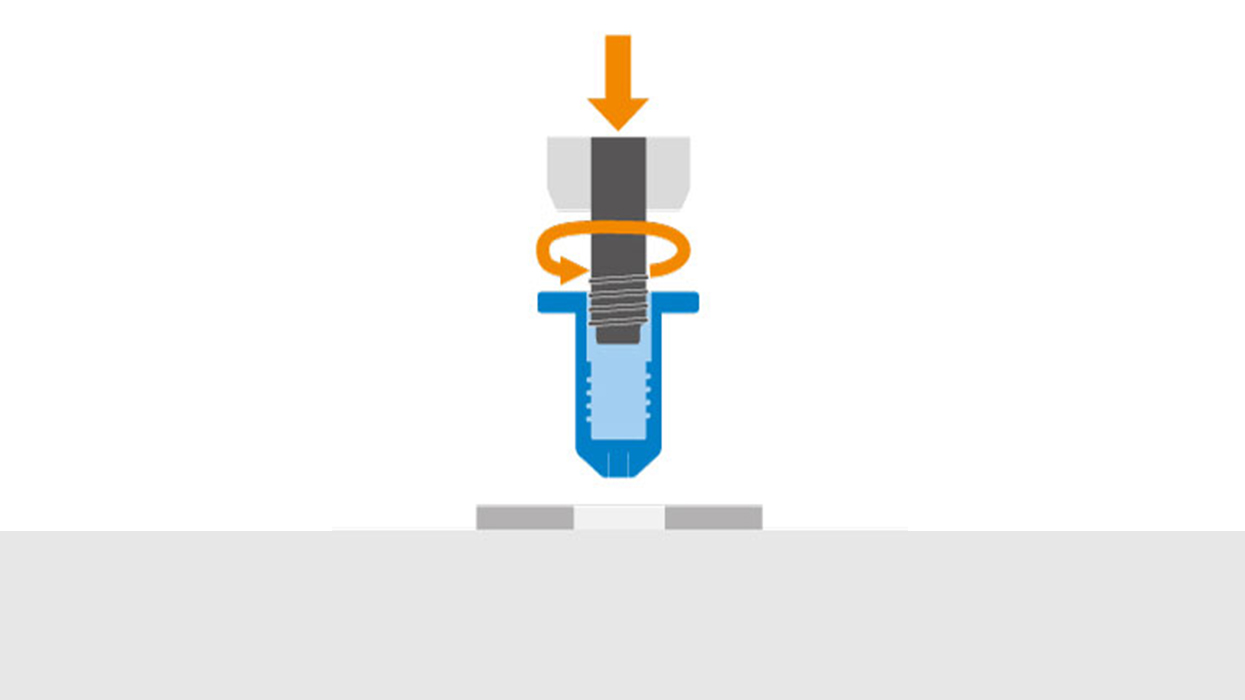
Etap 3: Wyciągniecie trzpienia gwintowanego i odkształcenie nitonakrętki
W trzeciej fazie nakrętka nitowa zostaje odkształcona. W tym celu trzpień gwintowany jest cofany bez obrotu do z góry określonej pozycji. W ten sposób nakrętka zostaje dokręcona, odpowiednio odkształca się i tworzy tak zwany kołnierz, który obejmuje krawędź otworu. Jakość tego procesu jest niezawodnie monitorowana przez WEBER, przy czym zarówno droga cofania, jak i zastosowana siła są stale kontrolowane i rejestrowane. Dopuszczalne są tylko z góry określone zakresy.
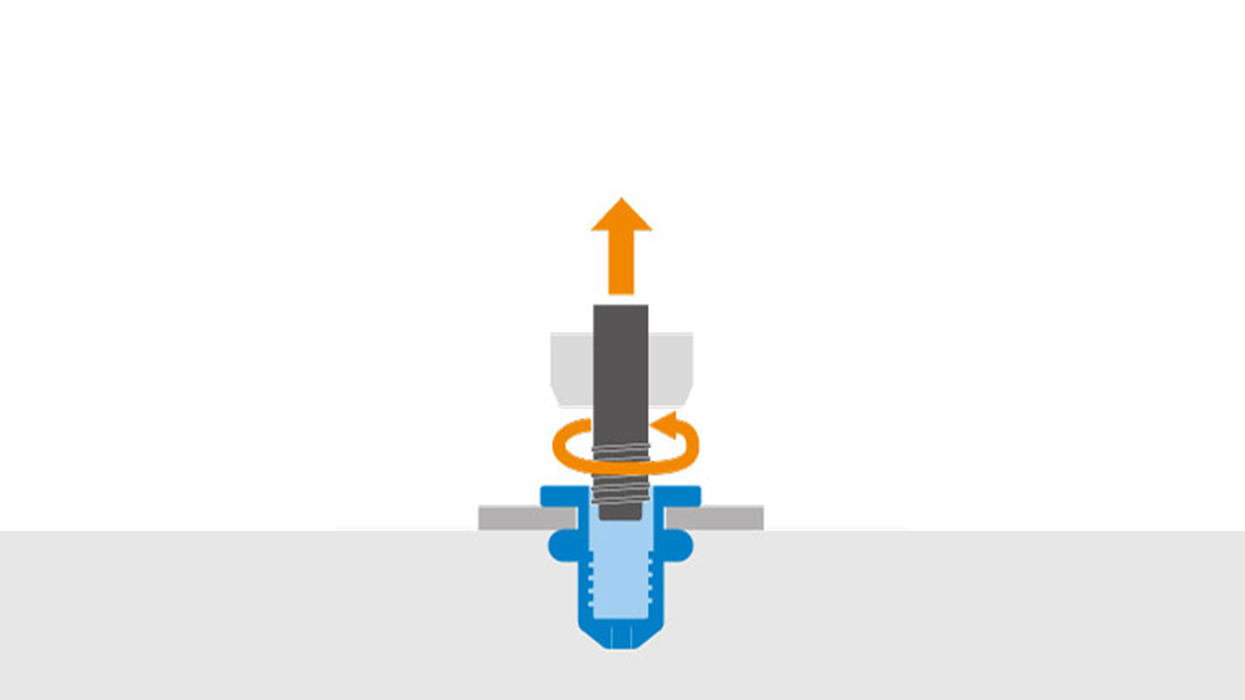
Etap 4: Wycofanie trzpienia gwintowanego
Na koniec trzpień gwintowany zostaje wycofany. Proces można rozpocząć od początku. Podczas procesu osadzania można już doprowadzić kolejną nitonakrętkę.
Cechy szczególne techniki podawania firmy WEBER podczas osadzania nitonakrętek
Szczególną cechą technologii podawania WEBER przy montażu nakrętek nitowych jest wysoka wydajność i szybkie czasy cyklu. Dzięki naszemu w pełni zautomatyzowanemu procesowi, głowica montażowa pracuje w sposób ciągły, podczas gdy kolejna nakrętka nitowa jest dostarczana. Przewaga technologii montażowej WEBER nad innymi systemami polega na precyzyjnym wyrównaniu. Dzięki najdokładniejszym wstępnym definicjom, system montażowy zna prawidłową pozycję nakrętki nitowej i nie musi „szukać” wstępnie wywierconego otworu. Ponadto jednostka montażowa WEBER działa z precyzyjnymi mechanizmami nadzoru. Już w trakcie montażu sprawdzamy ewentualne uszkodzenia gwintów. W ten sposób proaktywnie zapobiegamy błędom, które w innych systemach pojawiają się dopiero później, a wadliwe elementy mogą zostać automatycznie odrzucone jeszcze przed procesem montażu.
Budowa jednostki osadzania firmy WEBER
Aktualnie wyświetlana jest treść zastępcza z YouTube. Aby uzyskać dostęp do rzeczywistej treści, kliknij poniższy przycisk. Pamiętaj, że spowoduje to udostępnienie danych zewnętrznym operatorom.
Więcej informacjiDowiedz się więcej o konstrukcji jednostki nastawczej WEBER w obszarze zastosowań e-mobilności.
Skontaktuj się z naszym ekspertem.
Ingo Untch
Zarządzanie produktem
Oprócz technologii sterowania i napędu, pan Untch jest również odpowiedzialny za wszystkie systemy osadzania WEBER w zarządzaniu produktem. Oprócz jednostek wsuwania i wciskania obejmuje to również system ustawiania SBM do nitonakrętek. Dzięki swojemu wieloletniemu doświadczeniu jako twórca systemów mechatronicznych i przedstawiciel ds. zarządzania jakością, może czerpać z bogatego doświadczenia, które pozwala mu zapewnić kompetentne wsparcie dla tych produktów.
Pytania i odpowiedzi dotyczące nitów zamykanych jednostronnie
Jakie cechy szczególne wyróżniają technikę firmy WEBER podczas osadzania nakrętek sześciokątnych?
Podczas gdy inny dostawcy obracają tak długo nakrętką w swoim systemie, aż wejdzie w przygotowany otwór, firma WEBER stawia na dokładność osadzania. Już wcześniej określamy dokładnie pozycję otworu, dzięki czemu prawidłowo pozycjonujemy nitonakrętkę. System jej nie „szuka”.
Jaki jest kierunek osadzania podczas procesu osadzania nitonakrętek?
Nitonakrętki można osadzać w dowolnym kierunku: poziomo lub pionowo (również na robocie). Ustawienia dokonuje się wcześniej.
Jakie siły występują podczas osadzania nitów zamykanych jednostronnie?
Siła, jaką należy przyłożyć, aby powstało tak zwane „zgrubienie” podczas osadzania nitów zamykanych jednostronnie, wynosi nawet 25kN (siła odkształcająca).
Jakie nitonakrętki przeważnie się stosuje?
Nitonakrętki używane w systemie firmy WEBER mają z reguły następujące parametry.
Rozmiary: M4 do M10
Średnica główki: do 20mm
Długość: do 30mm
Materiał: stal szlachetna, stal, aluminium
Kształt: okrągły i sześciokątny
Oczywiście firma WEBER używa na życzenie również wersji specjalnych.
Jak jest różnica pomiędzy nakrętką okrągłą i sześciokątną?
Różnica pomiędzy nakrętką okrągłą i sześciokątną polega na jej kształcie i funkcji. Nitonakrętki z trzpieniem sześciokątnym zapewniają większe bezpieczeństwo, ponieważ wytrzymują większy moment obrotowy.
W jaki sposób odbywa się osadzanie nitonakrętek?
Jednostkę osadzania można zamontować na robocie, stacjonarnie lub na portalach.
Czasy cykli. Jak długo to trwa?
Czas cyklu zależy głównie od wielkości i kształtu nakrętki do nitów ślepych, a także od długości gwintu.
Dzięki jednostce montażowej do nitów ślepych od WEBER-a, cykle czasowe nawet od 6 sekund można osiągnąć w sposób niezawodny.
WEBER Schraubautomaten
WEBER Schraubautomaten GmbH jest innowacyjnym, rodzinnym przedsiębiorstwem, przywiązującym ogromną wagę do zrównoważonego rozwoju w łańcuchu tworzenia wartości. Skutkiem tego są wysokogatunkowe produkty zapewniające najwyższe bezpieczeństwo procesowe, dzięki którym procesy produkcyjne są jeszcze wydajniejsze. Sukces naszych klientów jest naszym sukcesem.